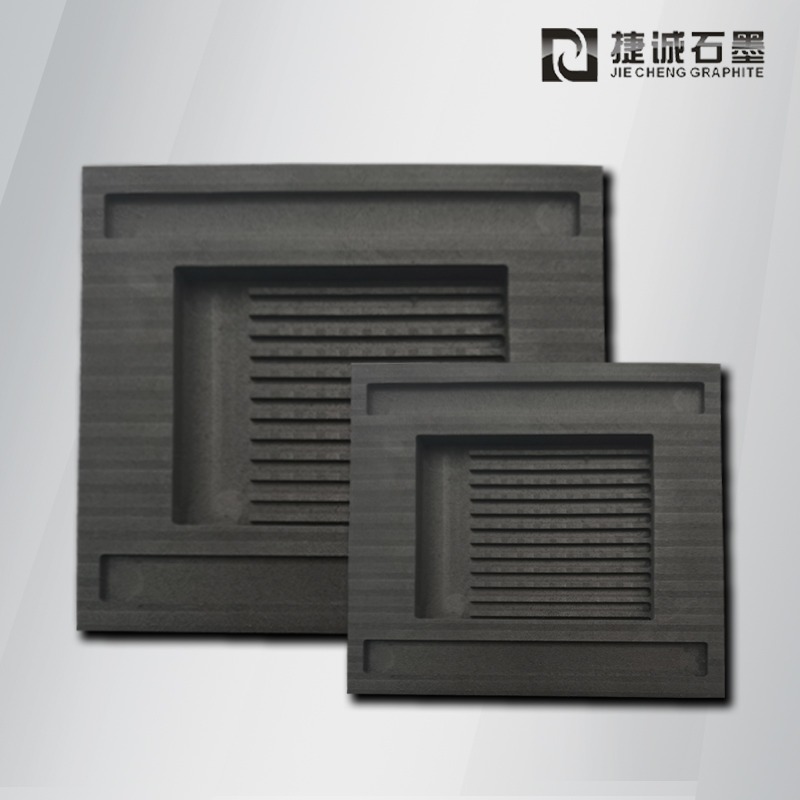
水冷板石墨模具,水冷板釬焊石墨模具,釬焊石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生產廠家,水冷釬焊石墨模具生產廠家
水冷板石墨模具的加工功能直接影響其制作功率、成本及終究質量。以下從加工特性、關鍵工藝、常見問題及優化方向進行全面剖析:
一、加工特性剖析
易切削性
自光滑性:石墨的層狀結構使其在切削過程中形成天然光滑膜,削減刀具磨損(刀具壽數延伸30%~50%)。
低切削力:硬度雖高(莫氏硬度1~2),但脆性大,切削力僅為金屬資料的1/5~1/3,合適高速加工。
高精度成型能力
尺度穩定性:熱膨脹系數極低(僅為銅的1/30),加工后尺度變化小(<0.02%),合適精密流道規劃。
表面質量:可加工至Ra0.8~1.6μm,滿足釬焊密封面需求。
雜亂結構適應性
深槽加工:石墨的脆性允許直接加工深窄流道(如深徑比>5的微通道),無需多次裝夾。
薄壁結構:可加工壁厚≤2mm的流道,削減資料糟蹋。
二、關鍵加工工藝與參數
機械加工
刀具選擇:
粗加工:金剛石涂層硬質合金刀具(轉速8000~12000rpm,進給0.1~0.3mm/r)。
精加工:聚晶金剛石(PCD)刀具(轉速15000~25000rpm,進給0.05~0.1mm/r)。
冷卻方式:干式加工或微量光滑(MQL),防止石墨粉塵污染。
電火花加工(EDM)
適用場景:加工雜亂曲面、深窄槽或微孔(直徑<0.5mm)。
參數優化:
脈沖寬度:1~10μs(精密加工時縮短至0.1~1μs)。
峰值電流:5~10A(微孔加工時降至1~2A)。
激光加工
優勢:非接觸加工,無刀具磨損,合適微通道(寬度<0.3mm)或異形孔。
參數:波長1064nm,功率50~200W,掃描速度500~2000mm/s。
三、常見加工問題與解決方案
崩邊與裂紋
原因:石墨脆性大,切削力或振蕩過大。
解決方案:
選用高速切削(轉速≥10000rpm)削減切削力。
運用減振刀柄或優化夾具剛性。
粉塵污染
影響:石墨粉塵易燃爆,危害健康。
解決方案:
配備高效吸塵系統(過濾功率≥99.97%)。
選用封閉式加工或濕式加工(但需后續干燥)。
尺度精度波動
原因:刀具磨損或機床熱變形。
解決方案:
定時檢測刀具尺度,選用在線補償技術。
控制機床環境溫度(波動<±1℃)。
四、加工功能優化方向
資料改進
復合石墨:摻雜碳化硅或金屬顆粒,提高強度與耐性(抗彎強度提高至200MPa以上)。
等靜壓石墨:各向同性結構,削減加工裂紋危險。
工藝立異
增材制作:3D打印石墨模具,完成雜亂流道一體化成型,削減加工工序。
超聲輔佐加工:經過高頻振蕩下降切削力,提高表面質量(Ra下降至0.4μm以下)。
智能化加工
自適應控制:實時監測切削力與振蕩,主動調整加工參數。
仿真優化:經過有限元剖析(FEA)預測加工變形,優化工藝路徑。
五、總結
水冷板石墨模具的加工功能具有以下核心優勢:
高效性:高切削速度與低刀具磨損,縮短制作周期。
精密性:低熱膨脹與高尺度穩定性,保障流道精度。
靈活性:適應雜亂結構加工,削減組裝工序。
優化建議:
優先選用PCD刀具與高速加工中心,提高功率與表面質量。
針對微通道或異形結構,結合EDM與激光加工完成高精度成型。
經過復合資料與增材制作技術,突破傳統加工限制,進一步提高功能。

-
VC散熱模具,擴散焊接超薄VC石墨治具,VC石墨模具,石墨模具,VC燒結石墨模具,石墨模具加工,石墨模具生產廠家
-
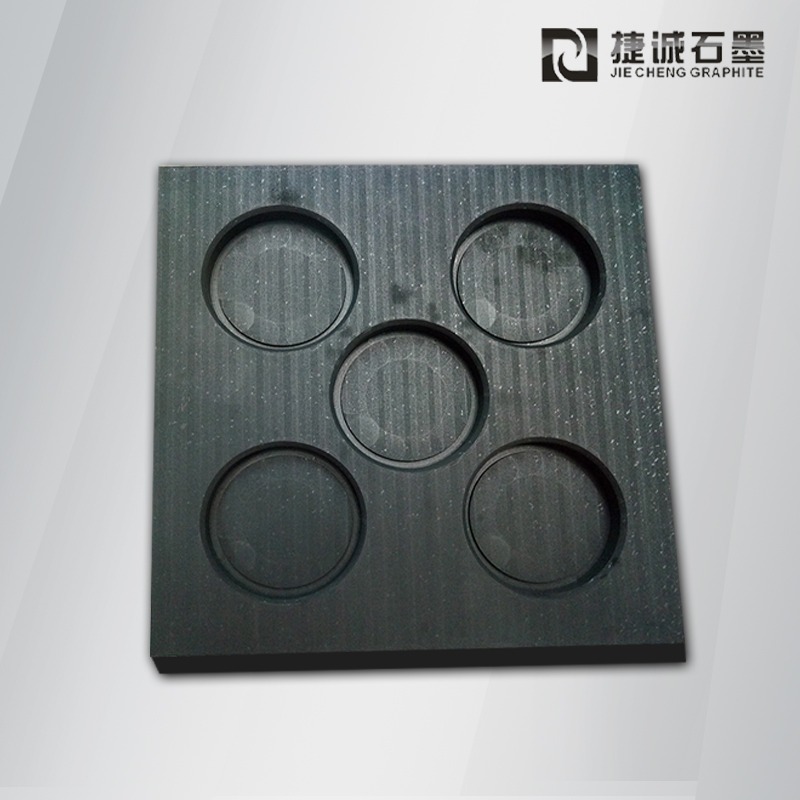
石墨模具,vc散熱燒結石墨模具,VC石墨模具,燒結石墨模具,石墨治具,石墨模具加工,石墨模具生產廠家
-

防雷接地線焊接專用模具,防雷放熱焊接石墨模具,放熱焊石墨模具,石墨模具加工,焊接石墨模具,傻瓜寂寞模具生產成家
-

石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊石墨模具,焊接石墨模具,防雷接地轉用石墨模具,放熱焊石墨模具生產廠家
-
放熱焊接石墨模具,焊接石墨模具,防雷放熱焊接石墨模具,防雷接地焊接石墨模具,石墨模具生產廠家,石墨模具加工廠
-

半導體燒結石墨載具,燒結石墨模具,電子燒結石墨模具,石墨模具,石墨治具,二極管封裝石墨模具